Автоматическая система слежения за швом Promotech JTS автоматически направляет сварочную горелку с высокой точностью относительно сварного шва по двум осям. Подходит для применения в процессах GMAW, GTAW, FCAW и SAW, и может быть установлена на сварочные манипуляторы типа "колонна-балка", портальные сварочные системы и другие специализированные сварочные установки.
Электромеханическая система слежения за швом поддерживает правильное положение сварочной горелки относительно сварочной разделки, установленное в начале работы. Любое изменение угла наклона датчика слежения приводит к генерации электрического сигнала, что вызывает автоматическую корректировку положения и движения горелки — до 200 мм по каждой из двух осей стандартного моторизованного крестового суппорта.
Диапазон перемещения может быть адаптирован под требования заказчика.
Как работает система слежения за швом?
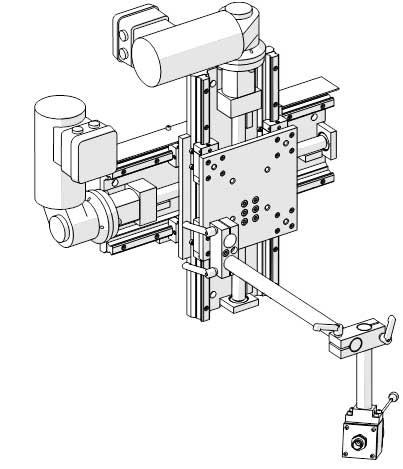
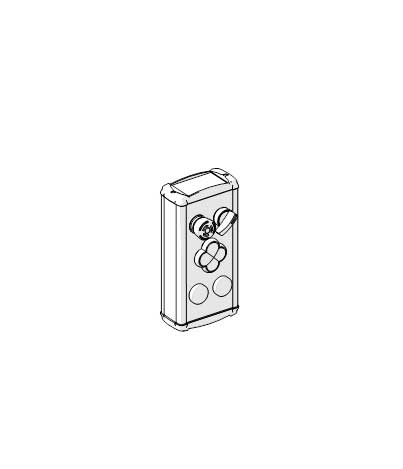
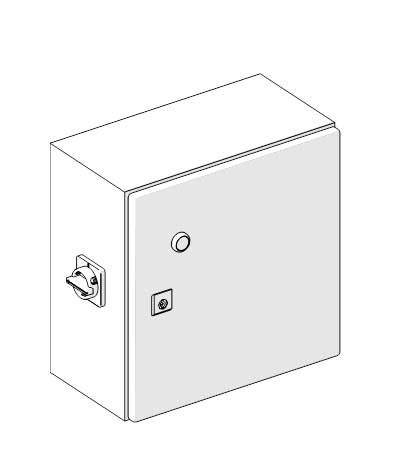
Система состоит из крестового суппорта, высокоточного датчика слежения, шкафа управления, подвесного пульта управления и комплекта кабелей с монтажными компонентами. Обе оси перемещаются по линейным направляющим и приводятся в движение трапецеидальными винтами, что обеспечивает плавное и стабильное движение для точного и повторяемого позиционирования горелки.

Оператор устанавливает и предварительно натягивает наконечник электромеханического двухосевого датчика внутри сварочной разделки. Во время сварки датчик непрерывно отслеживает отклонения траектории шва и автоматически корректирует положение сварочной горелки, сохраняя её в заданной позиции относительно соединения.

Осуществляя коррекцию траектории в реальном времени, система JTS удерживает горелку в оптимальном положении относительно свариваемого материала. Это снижает количество дефектов сварки и уменьшает потребность в последующей зачистке шва.
Три режима работы на выбор
- В ручном режиме оператор управляет движением по осям X и Z с помощью кнопок со стрелками на пульте управления.
- Автоматический вертикальный режим обеспечивает отслеживание положения по вертикальной оси в режиме реального времени, автоматически регулируя высоту горелки для её оптимального расположения.
- Автоматический горизонтально-вертикальный режим выполняет полное слежение за швом одновременно по обеим осям.

Особенности
- Стандартный диапазон перемещения: 200×200 мм.
- Электромеханическая система слежения за швом с высокоточными линейными направляющими обеспечивает точное и плавное движение по двум осям (вверх-вниз, вправо-влево).
- Компенсация положения головки в реальном времени относительно сварочной разделки.
- Минимизирует дефекты сварки и снижает объём шлифовочных работ.
- Крестовый суппорт может быть адаптирован под требования заказчика.
- Интуитивно понятная и удобная система управления.
Технические характеристики
| Параметры питания | 230 В, 50/60 Гц |
| Мощность | 500 Вт |
| Диапазон вертикального перемещения суппортов (вверх-вниз оси)* | 200 мм |
| Диапазон горизонтального перемещения суппортов (вправо-влево оси)* | 200 мм |
| Скорость горизонтального перемещения поперечных салазок (правая-левая оси) | 360 мм/мин |
| Скорость горизонтального перемещения поперечных салазок (X ось) | 360 мм/мин |
| Требуемая температура окружающей среды | 5-40° |
| Интеграция с внешними устройствами безопасности | Да |
| Вес | 45 кг |
* Диапазон может быть изменен по запросу клиента
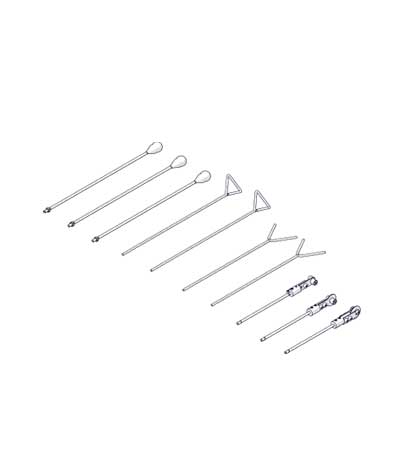
Компоненты